发布时间:2020-08-31
今天华钢阀门将为您讲述闸阀制作工艺过程中,闸板架的结构特点及技术要求、闸板架的机械加工过程以及主要表面的加工方法。让广大友商和厂家能够更加了解其制作工艺特点共进阀业发展进步。
一、闸板架的结构特点及技术要求
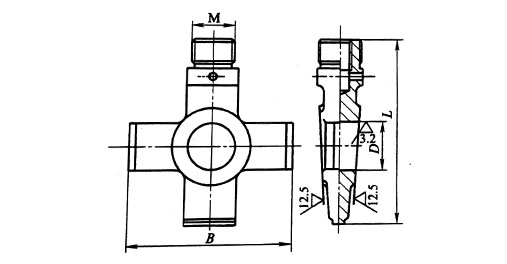
双闸板楔式闸阀的闸板是采用闸板架来支撑的。闸板架呈十字形(图7-13),它上端的螺孔与阀杆连接,两翼端部的导向槽与阀体的导向筋相配合起引导闸板的作用,中部的通孔内安装着顶心及左、右闸板,通孔的两端面为斜面。这种十字架形的零件形状特殊,结构比较复杂,属其他类零件。闸板架的主要加工表面为中部的通孔及其楔形的两端面。
闸板架的技术要求不高,中部通孔为H11级精度,各主要加工表面的粗糙度为R12.5m。为了保证装配要求,闸板架亦应有一定的位置精度,其两斜面对上螺孔、两导向槽对上螺孔的对称误差均不能过大。
闸板架通常用WCB及WC6制成
二、闸板架的机械加工过程
闸板架的技术要求虽然不高,但因其形状比较特殊,定位和装夹颇为不便,故往往不易保证其位置精度的要求。单件生产时,闸板架通常采用按划线找正和按线加工,因此,划线成为闸板架加工的主要工序之一。
成批生产时为了提高效率和加工质量,通常是采用以粗基准定位的夹具把中部的通孔先车出来,再在闸板架的一翼上加工一个H8的工艺孔,而后的各道工序均以内孔、斜面及H8工艺孔定位来加工。由于加工各表面时均采用了相同的定位基准,避免了基准不重合误差,故能保证各加工表面的相互位置精度。
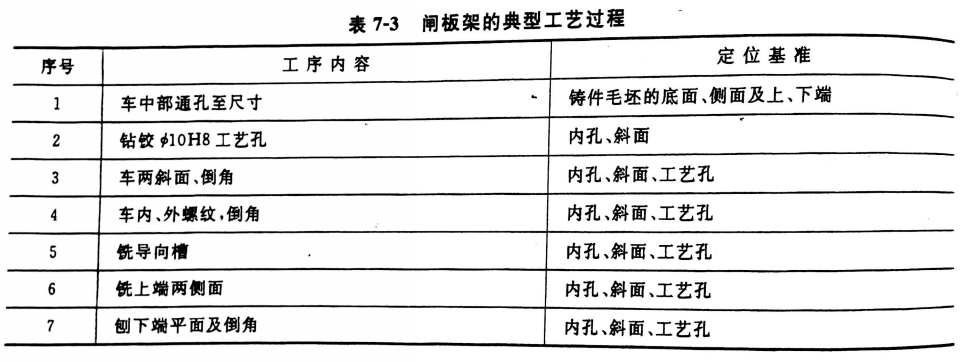
中、小尺寸的闸板架在成批生产时的典型工艺过程如表7-3所示。
三、闸板架主要表面的加工方法
(1)中部通孔的加工
闸板架的中部通孔一般在普通车床上加工,并采用图7-14所示的双爪自动定心夹具零件以十字架左、右两翼的底平面及侧面定位,夹紧时,由于卡爪上斜面的作用使工件紧靠在夹具的定位件上。该夹具的通用性较好,当加工另一尺寸的闸板架时仅需将定位螺钉作适当的调整。